Introduction: The Dawn of the Fourth Industrial Revolution
The world of manufacturing is undergoing a seismic shift, a transformation so significant that it has been called the Fourth Industrial Revolution, or more popularly, Industry 4.0. Unlike any revolution before it, this movement fuses the digital and physical worlds into intelligent, connected, and autonomous ecosystems that redefine how businesses design, produce, and deliver products.
Industry 4.0 was first introduced in Germany in 2011, as part of a government-led initiative called Industry 4.0. The idea was simple yet powerful: boost the competitiveness of German manufacturing by embedding digital technologies directly into physical production. Fast forward to today, and this idea has snowballed into a global movement, one that is shaping how every major industry, from automotive to healthcare, operates.
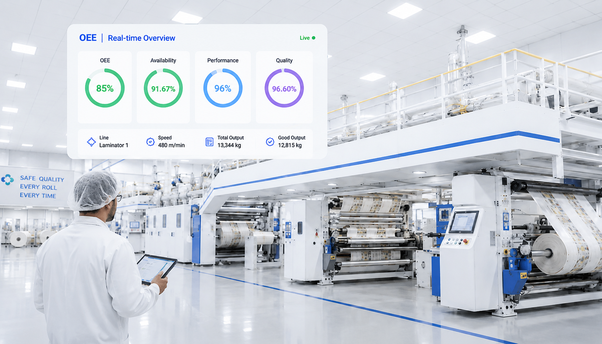
At its heart, Industry 4.0 is powered by cyber-physical systems: machines, devices, and software working together in real-time, fueled by AI, data, and IoT. The results? Smart factories that can predict, adapt, and optimize on their own. What once seemed futuristic, machines communicating, systems making autonomous decisions, and supply chains self-correcting is now not only possible but already here.
As we step deeper into 2025, Industry 4.0 is no longer a buzzword. It’s a strategic imperative for businesses worldwide, promising unmatched efficiency, agility, sustainability, and innovation. In this comprehensive blog, we’ll explore everything you need to know: its history, technologies, benefits, challenges, applications, the role of human capital, and the journey toward Industry 5.0, where human creativity and advanced technology converge.
Understanding Industry 4.0

Definition and History of Industry 4.0
At its core, Industry 4.0 refers to the integration of smart technologies like the Industrial Internet of Things (IIoT), artificial intelligence, robotics, cloud computing, and big data into manufacturing and industrial practices. It’s about creating hyperconnected ecosystems where machines, humans, and digital systems interact seamlessly, powered by real-time data and autonomous decision-making.
The term “Industrie 4.0” was first unveiled at the Hannover Fair in 2011. What started as a German strategy to digitize manufacturing has since become a worldwide phenomenon, reshaping industries on a global scale. According to forecasts, by 2025, Industry 4.0 will add trillions of dollars to the global economy, with smart factories becoming the new standard in sectors like automotive, electronics, and pharmaceuticals.
Comparison with Previous Industrial Revolutions
To fully understand the significance of Industry 4.0, let’s compare it with the revolutions that came before:
- First Industrial Revolution (late 18th century): Driven by water and steam power, this was the birth of mechanized production. It marked the transition from agrarian societies to industrial ones.
- Second Industrial Revolution (late 19th century): Electricity and the invention of assembly lines made mass production possible. Think Henry Ford’s iconic automobile factories.
- Third Industrial Revolution (late 20th century): Also called the Digital Revolution, this era introduced electronics, IT, and early robotics. Processes became automated, but systems remained siloed and not fully interconnected.
- Fourth Industrial Revolution (today): Industry 4.0 combines the physical, digital, and even biological worlds. It introduces AI-driven predictive analytics, autonomous systems, self-optimizing machines, and seamless human-machine collaboration.
Unlike its predecessors, Industry 4.0 isn’t just about efficiency gains. It’s a paradigm shift that redefines how businesses operate and how value is created.
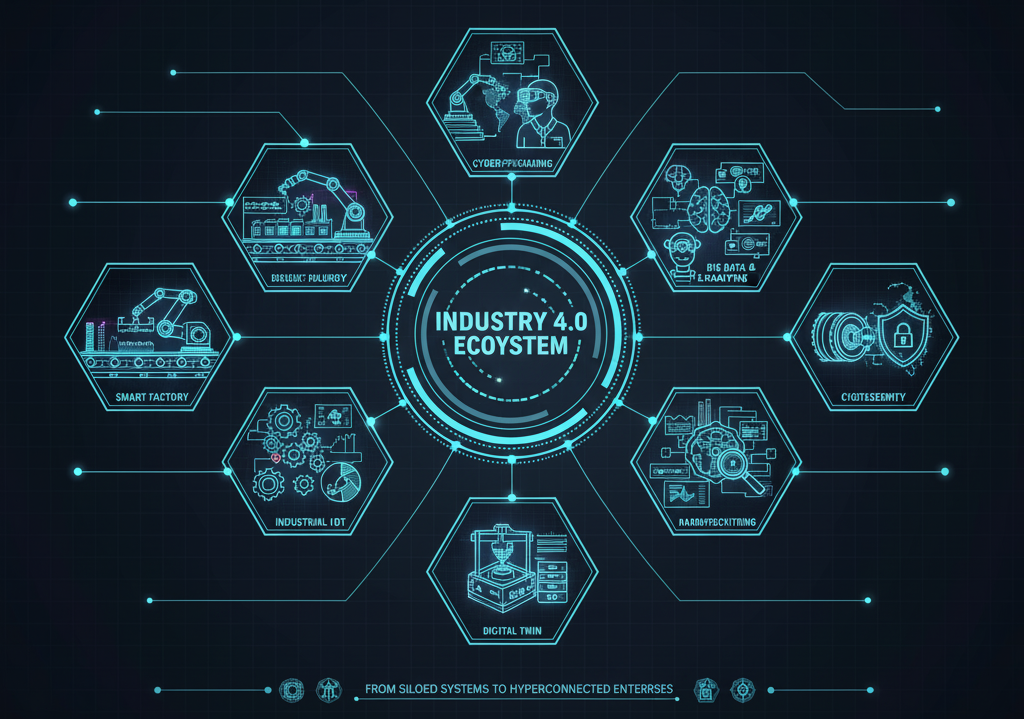
Core Pillars of Industry 4.0
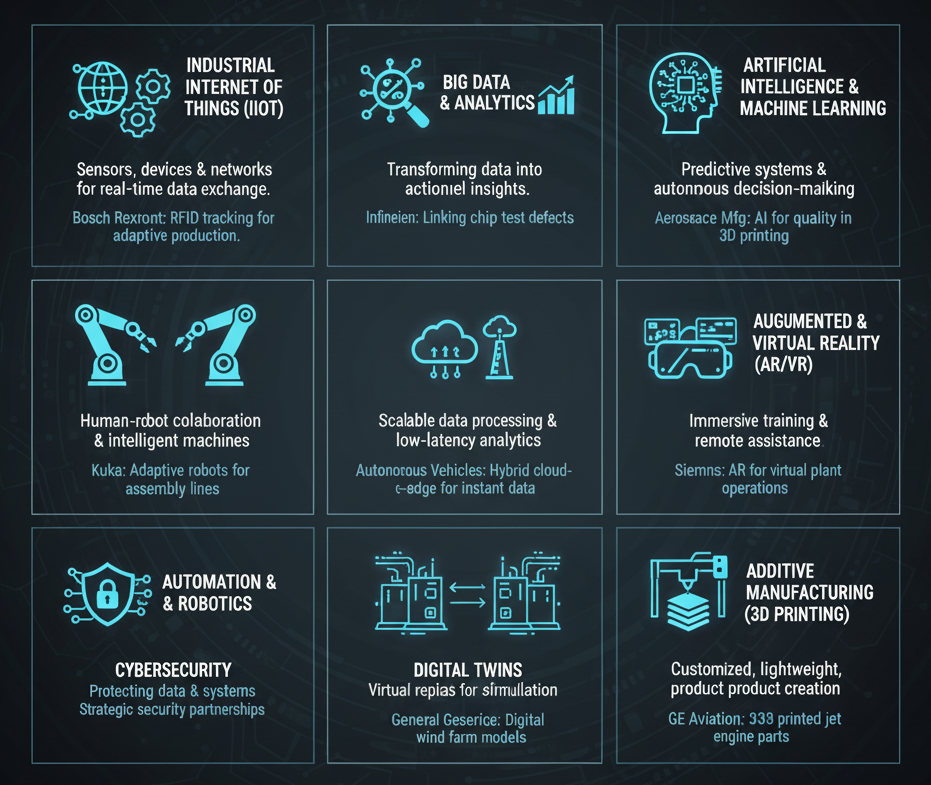
Industry 4.0 is built on a set of foundational technologies often referred to as its pillars. These interconnected innovations form the backbone of smart manufacturing. Let’s explore each pillar in detail:
Industrial Internet of Things (IIoT)
The Industrial Internet of Things (IIoT) connects machines, devices, and sensors through embedded systems and networks, enabling real-time data exchange.
- Benefits: Predictive maintenance, reduced downtime by up to 50%, supply chain transparency, and improved energy efficiency.
- Example: Bosch Rexroth’s valve production facility uses RFID tracking, allowing each workstation to adapt dynamically. This decentralized approach reduces inefficiencies and errors.
Big Data & Analytics
Manufacturing generates terabytes of data daily. Big data analytics turns this information into actionable insights.
- Benefits: Boosts production quality, optimizes energy use, and saves costs. McKinsey reports productivity gains of 15–20% through scaled analytics.
- Example: Infineon Technologies uses analytics to link chip testing data with production processes, cutting defect rates significantly.
Artificial Intelligence & Machine Learning
AI and ML empower systems to predict outcomes, detect anomalies, and automate complex tasks.
- Benefits: Predicts equipment failures with up to 90% accuracy, improves product personalization, and enables autonomous decision-making.
- Example: Aerospace manufacturers use AI in additive manufacturing to improve quality and reduce material waste.
Automation & Robotics
Today’s robots go beyond repetitive tasks. Collaborative robots (cobots) work safely with humans, adapting to their environment.
- Benefits: Increases productivity, reduces errors, and addresses labor shortages.
- Example: Kuka’s smart robots learn and adapt to different assembly needs, enhancing efficiency.
Cloud & Edge Computing
These technologies handle the massive data demands of Industry 4.0.
- Cloud Computing: Provides scalable storage and global access.
- Edge Computing: Processes data locally, reducing latency.
- Example: Manufacturers use hybrid cloud-edge systems to enable instant analytics in autonomous vehicles.
Augmented & Virtual Reality (AR/VR)
AR overlays digital data on physical objects, while VR creates immersive simulations.
- Benefits: Enhances training by 40%, reduces human errors, and supports remote maintenance.
- Example: Siemens’ AR-based training systems prepare workers for complex plant operations in safe, virtual environments.
Cybersecurity
With increased connectivity comes increased risk. Cybersecurity ensures that data and systems remain protected.
- Benefits: Prevents costly breaches, ensures operational continuity, and builds stakeholder trust.
- Example: Strategic partnerships between industrial vendors and cybersecurity firms strengthen defenses.
Other critical pillars include Digital Twins (virtual replicas of physical assets for simulation and optimization) and Additive Manufacturing (3D printing for lightweight, customized designs).
Benefits of Industry 4.0 for Businesses

The adoption of Industry 4.0 brings transformational benefits that directly impact competitiveness and profitability:
- Improved Productivity & Efficiency: Smart factories self-optimize, reducing downtime by 30–50%.
- Cost Savings via Predictive Maintenance: AI forecasts failures early, cutting maintenance costs by up to 40%.
- Mass Customization: Businesses can produce personalized products at scale without inflating costs.
- Real-Time Decision-Making: Data-driven insights allow faster and more accurate responses.
- Sustainability: Optimized processes reduce waste and energy consumption by 20–30%, aligning with global green goals.
Overall, businesses adopting Industry 4.0 report revenue increases of 15–25%, making it a clear driver of long-term success.
Challenges in Adopting Industry 4.0

Despite its advantages, Industry 4.0 comes with real challenges:
- High Initial Costs: Setting up IIoT and AI systems requires significant capital investment.
- Legacy System Integration: Older equipment isn’t always compatible with new technologies.
- Skill Gaps: Workers need training in digital tools, AI, and cybersecurity — areas where shortages remain.
- Cybersecurity Threats: Data breaches can cripple operations if systems aren’t safeguarded.
Businesses can overcome these challenges by adopting a phased approach, investing in reskilling programs, and forming strategic partnerships with technology providers.
Applications of Industry 4.0 Across Industries

Industry 4.0 isn’t limited to manufacturing. Its applications are widespread:
- Manufacturing: Smart factories use digital twins to reduce setup times by 80%.
- Healthcare: IIoT wearables track vitals in real-time, improving patient outcomes.
- Energy & Utilities: Smart grids predict energy demand, boosting efficiency.
- Automotive: Tesla’s factories exemplify real-time IIoT integration for flexible production.
- Logistics: AI predicts supply chain disruptions, improving delivery accuracy.
These real-world applications prove that Industry 4.0 is not confined to theory, it is practically reshaping industries right now.
The Role of Human Capital in Industry 4.0
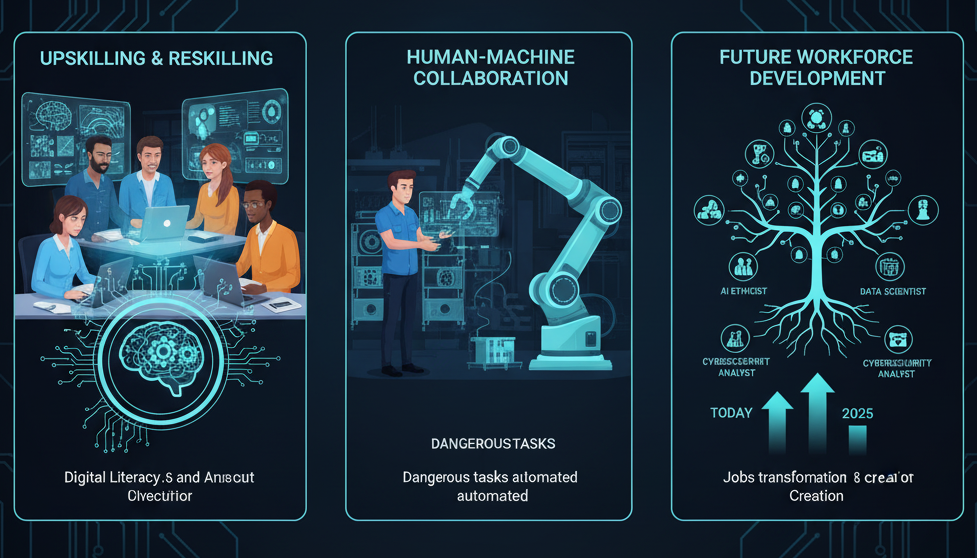
While machines grow smarter, humans remain central. The revolution is not about replacing people but enhancing their roles.
- Upskilling & Reskilling: Workers need training in digital literacy, AI, and cybersecurity.
- Human-Machine Collaboration: Cobots handle dangerous tasks while humans focus on creativity and decision-making.
- Future Workforce Development: By 2025, millions of jobs will transform, but entirely new ones will also emerge.
Organizations that invest in human capital will thrive by combining technological power with human creativity.
The Future of Industry 4.0: Toward Industry 5.0
As we move beyond Industry 4.0, the conversation shifts to Industry 5.0. This next phase emphasizes human-centric, sustainable, and resilient manufacturing.
- Human-Centric Design: Cobots and AI empower workers instead of replacing them.
- Sustainability: Focus on renewable energy, circular economies, and waste reduction.
- Hyper-Personalization: Products tailored to individual preferences at scale.
Industry 5.0 builds on the efficiencies of 4.0 but reintroduces human creativity and values into the equation.
Conclusion:
Industry 4.0 is more than a technological upgrade, it’s a cultural and operational revolution. For businesses, it is the gateway to efficiency, innovation, and sustainable growth in an increasingly digital economy.
By embracing its pillars, preparing for its challenges, and investing in human capital, organizations can not only survive but lead in this new era of smart manufacturing. Looking ahead, the evolution into Industry 5.0 promises even more exciting opportunities, where humans and technology create together for a better, more sustainable world.
References:
https://www.mdpi.com/2076-3417/12/16/8081?utm_
https://www.siemens-advanta.com/cases/digital-twins-essential-tool-modern-business-and-industry?utm_
https://www.isa.org/standards-and-publications/isa-standards/isa-iec-62443-series-of-standards?utm_