Improve OEE in Flexible Packaging with IIoT and MES
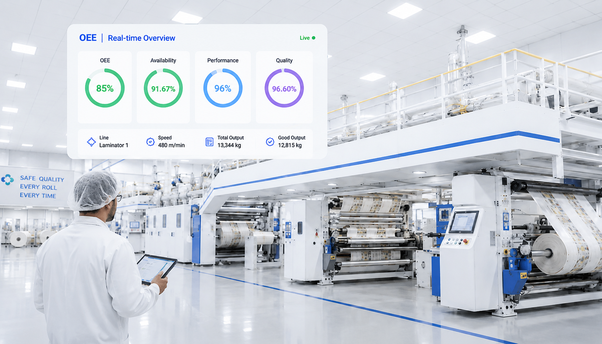
Improving OEE in Flexible Packaging: How IIoT Sensors and MES Work Together The flexible packaging industry is navigating significant volatility. Rising resin and substrate costs combined with growing pressure for sustainable manufacturing are placing converters under increasing cost and competitive pressure. Marginal gains are no longer sufficient. To remain competitive manufacturers need a clear measure of operational performance and a reliable way to improve it. Overall Equipment Effectiveness (OEE) is that measure. It tracks the three factors that determine how productively a machine is running: Availability, Performance and Quality. Achieving high OEE levels however requires accurate data and fast decision-making both of which depend on the right technology infrastructure. By combining Industrial Internet of Things (IIoT) sensor networks with a Manufacturing Execution System (MES), converters can shift from reactive problem-solving to consistent, data-driven optimization. This guide explains how these two technologies work together to reduce downtime, improve throughput and lower waste in flexible packaging operations. Why IIoT Is the Foundation of OEE Measurement For decades, OEE tracking in packaging relied on manual data entry. Operators recorded downtime reasons on paper logs often rounding numbers or omitting short stops entirely. This approach produces inaccurate data making it difficult to identify the actual cause of production losses. IIoT addresses this directly. Smart sensors and actuators connected to machinery extruders, slitters and pouch-making machines capture production data continuously and automatically. These sensors monitor motor temperature, web tension, vibration patterns and run speed. The result is a continuous stream of accurate operational data captured without operator input. This data forms the foundation for OEE measurement. It also feeds the broader technology infrastructure that operations and management teams rely on from production scheduling to inventory and procurement systems. Plants that implement automated data collection report an improvement in downtime tracking accuracy of 25% or more. Without a system to act on this data however accuracy alone does not drive improvement. That is where the MES comes in. The Role of MES: From Data to Decision IIoT sensors collect data. The Manufacturing Execution System (MES) gives that data context. If a sensor reports that a press has stopped the IIoT records the event. The MES records why a scheduled changeover a material jam a maintenance intervention. This context is what allows management to act on the information rather than simply observe it. The MES tracks all three OEE factors in real time. During a lamination run for example it compares actual machine speed against the target speed for that specific substrate. A 10% shortfall triggers an immediate alert. Performance losses that would previously have gone unnoticed until a post-shift review are identified and addressed during production. This combination ensures that performance losses the hidden inefficiencies that reduce profitability are identified in minutes not discovered days later in a post-production review. Security note: Connecting operational technology (OT) assets to IT networks introduces cybersecurity exposure. Any IIoT deployment should include network segmentation, device authentication and anomaly detection. Involve your IT security team during the architecture phase, not after deployment. Reducing Changeover Time and Micro-Stop Losses Changeovers are one of the primary sources of Availability losses in flexible packaging. As brand owners require more SKUs and shorter production runs converters face more frequent stoppages to change inks, cylinders and films. IIoT and MES together support structured changeover management. The MES records the exact time each job ends and initiates the setup sequence for the next run. Sensors confirm that cylinders are correctly positioned and that tension parameters are set based on previous successful runs for that material. Micro-stops brief interruptions of less than two minutes are a significant source of lost capacity. Individually each event appears minor. Collectively they can account for up to 10% of planned production time. IIoT sensors detect these events automatically. The MES aggregates the data and identifies patterns: a specific film grade that consistently causes jams at a certain speed, for example. Without this data, the cause remains invisible. Quality Control and Waste Reduction Quality is the third OEE factor and in flexible packaging, it directly affects material cost. A misprinted or improperly laminated high-barrier film represents significant wasted substrate. Identifying defects after the fact compounds the loss. The combination of IIoT and MES addresses this at the point of production. Vision systems integrated into the production line can inspect 100% of the web at speed, detecting pinholes, ink splashes and registration errors. When a defect is identified the system communicates with the MES which tags the affected roll section for removal or pauses production if the defect rate exceeds a set threshold. This feedback loop improves the OEE Quality score by preventing defective product from being produced in the first place. Every minute of planned production time results in saleable output. Connecting Shop-Floor Data to Enterprise Systems IIoT and MES data becomes more valuable when it flows into broader enterprise systems. Production actuals from the MES can feed directly into an Enterprise Resource Planning (ERP) system, updating inventory, procurement and financial records in real time. This removes the manual reconciliation step that introduces delays and errors in many operations today. Operational data can also be routed to cloud-based analytics platforms where machine learning models identify maintenance patterns and surface recommendations before failures occur. The value of IIoT and MES is not limited to the shop floor but it extends to the decisions made at every level of the business. Key Takeaways IIoT sensors automate data collection across all three OEE factors: Availability, Performance and Quality. The MES adds context to sensor data enabling supervisors to act on losses during production rather than after the shift. Structured changeover management and automatic micro-stop detection can recover up to 10% of planned production capacity. Inline quality inspection prevents defective output at source directly improving the OEE Quality score. OT-IT cybersecurity requirements should be addressed during architecture design, not retrofitted. Connecting MES output to ERP and analytics platforms extends the value of shop-floor data across the business. Conclusion IIoT and MES are now a practical requirement
Improve OEE in Flexible Packaging with IIoT and MES Read More »